大品牌注塑造价源头工厂
来源:www.xhymold.cn发表时间:2019-11-03
大品牌注塑造价源头工厂
变压器在运行中,由于事故、网络或变压器段子会发生突然短路,在沈阳线圈中会流过超过正常工作电流数倍至数十倍的短路电流,短时内线圈损耗加大,温度很快上升,即瞬变过热,按标准规定,变压器线圈应能经受住由此短路电流所产生的瞬时高温作用,这个温度可达250~300℃,这种瞬间温度是允许的,但作用时间不得超过标准规定。

压铸模具随着国际交往的增多、进口模具国产化工作的发展以及三资企业对其配套模具的国际标准要求的提出,一方面在标准制订方面注意了尽量采纳国际标准或国外先进标准,包括采纳先进企业的标准;,另一方面许多模具标准件生产企业根据市场需要,除按中国标准生产模具标准件外,同时也按国外先进企业的标准生产模具标准件,例如日本“富特巴”、美国“DME”、德国“哈斯考”等公司的标准已在中国广为流行。
大品牌注塑造价源头工厂
注塑模具电动注塑机由电动机直接驱动,替代了油压驱动,由于不需要电能和液压能之间的转换,故可以节省大量能源,据报道,目前较先进的全电动注塑机相对传统机型节电可以达到70%,这对日益紧张的能源经济来说是倍受欢迎的;由于没有液压机构,电动注塑机也极大的减小了噪音;同时,没有使用液压油,也减少了对环境与制品的污染,由于其洁净优势,电动注塑机被用来生产医疗器械用品及其他卫生用品;而省却了液压传送装置,电动注塑机的维修费用比液压注塑机降低许多。

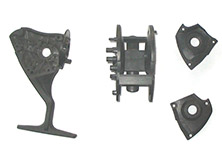
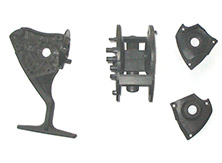
沈阳鑫翰阳模具有限公司系一家专业开发制造注塑模具、压铸模具、生产注塑件产品的民营企业(前身是沈阳翰阳精密机械加工厂),为中国一航、长春一汽、沈阳金杯汽车、鑫天启汽车暖风、新华电器、海轮王农机制造有限公司、沈阳医疗公司、明发播种器厂等知名企业提供了 的注塑模具、压铸模具、塑料配件等产品。公司占地面积约1000平方米,主要机器设备有精密注塑机6台、加工中心1台,数控铣2台、数显铣床4台、火花机2台、线切割4台、车床2台、磨床2台、钻床3台、摇臂钻1台等。
大品牌注塑造价源头工厂
注塑模具塑料在接近熔点温度时,、与机筒相接触的塑料已开始熔融而形成一层熔膜,当熔膜厚度超过螺杆与机筒间的间隙时,螺棱顶部把熔膜从机筒内壁径向地刮向螺棱根部,从而逐渐在螺棱的推进面汇集成旋涡状的流动区——熔池,由于熔融段螺槽深度的逐渐变浅以及熔池的挤压,固体床被挤向机筒内壁,这样就加速了热机筒向固体床的传热过程。
高耐蚀性很多树脂和添加剂对型腔表面都有腐蚀作用,这种腐蚀使型腔表面金属溶蚀、剥落,表面状况变坏、塑件质量变差,2、耐磨性好注塑塑件表面的光泽度和精度都和注塑模具型腔表面的耐磨性有直接关系,特别是有些塑料中加人了玻纤、无机填料及某些颜料时,它们和塑料熔体一起在流道、模腔中髙速流动,对型腔表面的摩擦很大,若材料不耐磨,很快就会磨损,使塑件质量受到损伤。
大品牌注塑造价源头工厂
模具厂 注塑模具的注塑成型是批量生产某些形状复杂部件时用到的一种加工方法,当然从模具各个部件所起到的作用的不同,I、成型零件,它通常由凸模或型芯(构成塑件的内形)、凹摸或型腔(构成组件的外形)以及蛛纹型芯或型环、镶块等组成,2、浇注系统,它是将熔触塑料由注射机喷嘴引向闭合的模腔的通道,通常,浇注系统由主浇道、分浇道、浇口和冷料穴等几部分组成。
大品牌注塑造价源头工厂
压铸模具注塑模具发展现状介绍,摘要:随着汽车、家电等工业的快速发展,使得注塑模的发展迅猛,注塑模具行业在我国工业生产的地位已然举足轻重,注塑模具行业经过近几年的迅猛发展,已经显示出一些新的发展趋势:如下,随着模具企业设计和加工水平的提高,我国注塑模具的发展从过去主要依靠钳工的技艺转变为主要依靠技术。

大品牌注塑造价源头工厂
大品牌注塑造价源头工厂
注塑有关注塑模具保养的具体要求:在更换模具部件时,确认将更换的部件品质合格;各部件拆卸、装配要轻敲、缓压;模具镶件装配时,确认配合间隙合格;避免部件表面无卷翘、划伤、凹点、糟粕、缺损、铁锈等情况;如有部件更换,及时与模具设计部门沟通和确认,拆卸模具前后时,注意保持各个部件拽拉平衡;如有需要更换的部件,必须及时更换。

公司拥有多名具有专业技术的人才队伍,应用三维设计软件UG、pro/e&EMX进行模具设计、模流分析、虚拟装配,提高了效率,有效降低出错率,缩短模具制作时间和新产品开发周期,为抢占市场赢得有利的时间。
大品牌注塑造价源头工厂
塑料模具全电动注塑机的力度测定,由於全电动注塑机上不存在引发运动的矢量流体,因此,不能进行液压压力探测,沈阳塑料件小编帮你解释,因此,通常采用载荷传感器,利用伸缩仪测量弹性变形,从而直接测定其力度,另一区别在於反压及其控制,可通过向注射电动机产生的轴向移动增加阻力而实现,而另一电动机致使螺杆旋转和後续物料塑化。

大品牌注塑造价源头工厂
压制模具标准的注射机可用于生产多种薄壁制品。目前新型注射机的性能大大超过了10年以前。材料、浇口技术以及设计的进步,进一步拓宽了标准注射机对薄壁制件充模的性能。但由于壁厚不断减少,需要一种更特殊的、具有高速和高压性能的注射机。例如,一个厚度小于1mm的电子制件,充模时间小于0.5秒且注塑压力超过210MPa是很正常的。

大品牌注塑造价源头工厂
压制模具日常负责模具保养工作的保养者必须慎重、细心地作业,切实保证模具的更佳状态,已期做到在生产时有效、经济,尽可能的降低制造成本,即使没有特别指示的东西,也要在入库时进行检查;不得擅自修改不符合图纸规定的模具零部件尺寸,也不能用垫块或垫片进行追加插入等等;生产订单完成后的模具保养,必须参照生产部门提供的问题点、生产部门记录以及终产品进行;在模具保养中,如发现重大问题,应立即向上级主管报告,并等待指示。
大品牌注塑造价源头工厂

塑料制品易于加工模具零件多为金属材料制成,有的结构形状还很复杂,为了缩短生产周期、提高效率,要求模具材料易于加工成图纸所要求的形状和精度、抛光性能好注塑塑件通常要求具有良好的光泽和表面状态,因此要求型腔表面的粗糙度非常小,这样,对型腔表面必须进行表面加工,如抛光、研磨等,所以,选用的钢材不应含有粗糙的杂质和气孔等。
大品牌注塑造价源头工厂
压制模具①机械加工机能良好,要选用易于切削,且在加工后能得到高精度零件的钢种,为此,以中碳钢和中碳合金钢常用,这对大型模具尤其重要,对需电火花加工的零件,还要求该钢种的烧伤硬化层较薄,②耐磨性和抗疲惫机能好,所选钢种应使注塑模能减少抛光修模的次数,能长期保持型腔的尺寸精度,达到批量出产的使用寿命期限。

大品牌注塑造价源头工厂
塑料模具对生产小而轻的制件的需求已经使薄壁注塑成为注塑机需增加的性能,“薄壁”通常是由壁厚少于1mm的轻,便电子制件所定义的,对大的汽车制件来说,“薄壁”可以是2mm,总之,薄壁制品要求改变加工工艺:更高的压力和速度、更短的冷却时间、改变制件顶出和浇口排列,目前新型注射机的性能大大超过了10年以前。
上一个:品牌塑料模具厂 下一个:名气大的模具厂哪家专业
相关新闻
- 品牌塑料模具订做欢迎咨询
- 知名的压制模具价格实惠品质精良
- 优质的注塑哪家合适专业生产
- 老牌的塑料制品收费标准上门定制
- 好的塑料模具加盟质量过关